1 、 مقدمة العملية | ما الذي يمكن أن يحله اللحام الآلي؟
اتساق عالي: دقة التكرار ± 0.05 مم، مظهر اللحام المستقر وعمق الاختراق، القضاء على التقلبات اليدوية
السرعة العالية: يمكن أن تصل سرعة MIG إلى 1.2 م / دقيقة، وهو أسرع 2-3 مرات من التشغيل اليدوي
المسار المعقد: ربط ستة محاور + محور خارجي، استكمال المنحنيات المكانية، الخطوط المتقاطعة للأنابيب الدائرية، واللحام داخل التجاويف الضيقة
مدخلات حرارية يمكن التحكم فيها: نبض / نبض مزدوج / انتقال المعدن البارد (CMT) الوضع، تقليل تشوه الورقة ≥ 1 مم
التبديل متعدد العمليات: MIG/MAG/TIG/قوس البلازما/مركب الليزر، جهاز واحد لأغراض متعددة
2- القدرات
| غرض | المعلمة |
|---|---|
| الحد الأقصى لحجم قطعة العمل | 3500 × 1500 × 800 مم (مع محدد موضع ثنائي المحور) |
| سمك المادة | 0.8 ملم – 60 ملم |
| أنواع المواد | الفولاذ الكربوني، الفولاذ المقاوم للصدأ، الألومنيوم، النحاس، سبائك التيتانيوم، فولاذ الموليبدينوم الكروم |
| أنواع اللحام | فيليه، المؤخرة، اللفة، المحيطية، الخطوط المكانية المتقاطعة |
| مواقف اللحام | مسطح، أفقي، عمودي، علوي، كل المواضع |
| سعة الدفعة | 1 – 1000 قطعة/دفعة، تشغيل متواصل على مدار 24 ساعة |
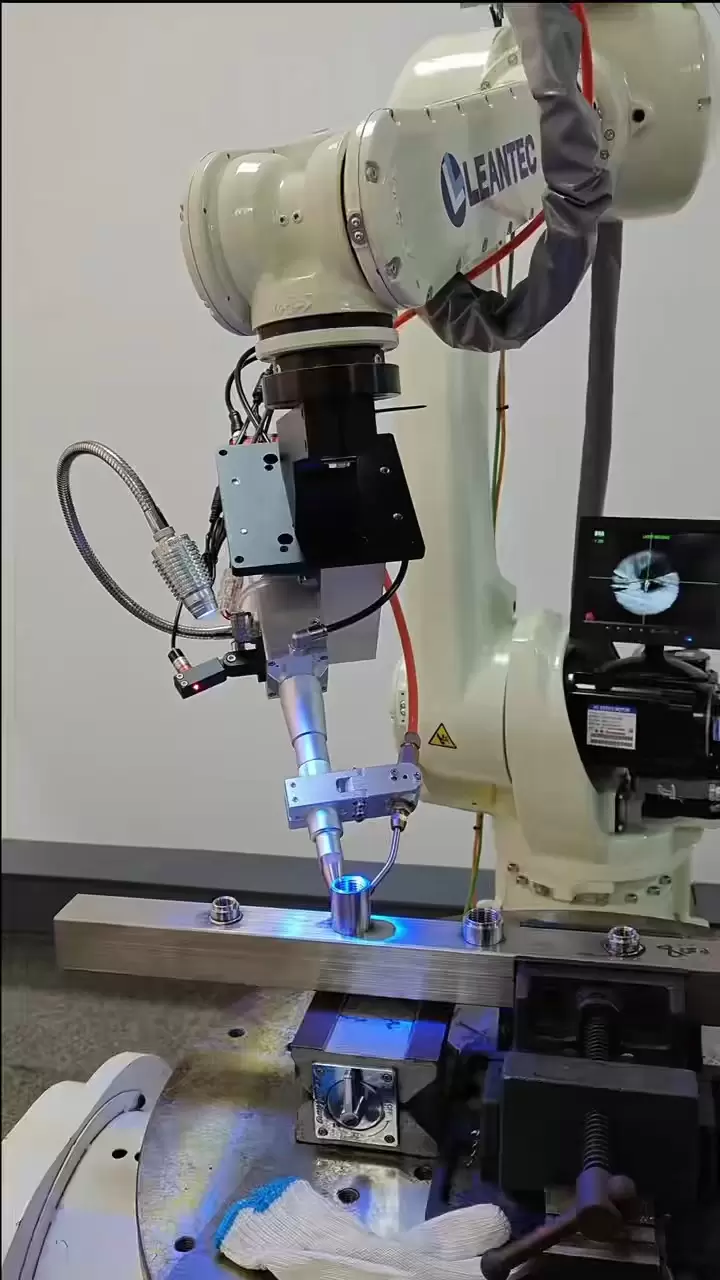
3 、 معداتنا
فانوك M-20iA + لينكولن باور ويف i400
حمولة ستة محاور 20 كجم، مع دقة تكرار ± 0.02 مم
نبض MIG/MAG، سمك الألومنيوم 1 مم - 20 مم بدون رش
كوكا KR30-3 + فرونيوس TPS 500i
جهاز تحديد موضع خارجي ذو محورين، بقطر دوران يبلغ 3.5 متر،
لوح سميك من الفولاذ الكربوني متعدد الطبقات ولحام متعدد التمريرات، اختراق جانب واحد 60 مم
ABB IRB 4600 + رأس ليزر مركب 4 كيلو واط
مركب ليزر MIG، السرعة 2 م/دقيقة، التشوه <0.5 مم،
مصمم خصيصًا لعمليات اللحام الطويلة على صفائح الفولاذ المقاوم للصدأ
ياسكاوا MA1440 + TIG سلك بارد
أوعية ضغط فولاذية مصنوعة من سبائك التيتانيوم وموليبدينوم الكروم، مع لحام الجذور وملء الأسلاك، مكتملة دفعة واحدة في
غرفة حماية الغاز على مستوى الغرفة النظيفة، ومحتوى الأكسجين أقل من 50 جزء في المليون
4، دراسات حالة اللحام | حالات اللحام بالروبوت
التماس اللحام: التماس لحام الزاوية الطرفية بطول 4 أمتار + تداخل التعزيز الداخلي
العملية: نبض MIG، محطة مزدوجة للروبوت المزدوج بالتناوب
النتيجة: سرعة اللحام 1.0 م/دقيقة، التشوه ≥ 1 مم، معدل الفيلم الأساسي للأشعة السينية 99%
الضرب: 90 ثانية لكل قطعة، الإنتاج اليومي 960 قطعة
التماس اللحام: وصلة بعقب سميكة 30 مم + أخدود 70 درجة
العملية: روبوت MAG متعدد الطبقات ومتعدد التمريرات، وتقليب المحور الخارجي
النتيجة: طاقة التأثير عند -20 درجة مئوية هي ≥ 80 جول، وهو ما يتوافق مع شهادة CE الأوروبية
التسليم: إنتاج شهري لـ 300 ذراع متحرك، بمعدل نجاح لأول مرة يبلغ 98%
وصلة اللحام: وصلة TIG ذات جدران رقيقة بقطر 1.5 مم Ti-6Al-4V
العملية: غرفة نظيفة بسلك بارد للروبوت TIG+، محتوى الأكسجين أقل من 30 جزء في المليون
النتيجة: لون اللحام أبيض فضي، بدون أكسدة، وقوة الشد ≥ 950 ميجا باسكال
الاختبار: من خلال الفحص المزدوج بالموجات فوق الصوتية + الأشعة المقطعية لعملاء الفضاء الجوي
5 、 الجودة والشهادة
شهادة نظام جودة اللحام ISO 3834-2
EN 1090-EXCEL3/EN 15085-CL1 للهياكل الفولاذية/مركبات السكك الحديدية
شهادة AWS D1.1/D1.2 من الصلب الكربوني/هيكل الألومنيوم
كل وصلة لحام مصحوبة برقم UII ومسح رمز الاستجابة السريعة لتتبع المعلمات وأسلاك اللحام ودفعة الغاز
6 、 لماذا تختار اللحام الآلي؟
يؤدي الإنتاج المستمر على مدار 24 ساعة إلى تقليل المهلة الزمنية بنسبة 40%
ومعدل إصلاح اللحام <1%، مما يوفر تكاليف إصلاحات التلميع/اللحام اللاحقة.
حلقة البيانات: تحميل تيار اللحام والجهد والسرعة إلى MES في الوقت الفعلي، وإنشاء تقرير PDF بنقرة واحدة.
برمجة مرنة: يمكن للمنتج الجديد إكمال البرمجة دون اتصال بالإنترنت في 30 دقيقة دون إيقاف الماكينة للتدريس.
موثوقية الثقة
سنوات من الخبرة في التصدير إلى الأسواق العالمية، مما يثبت موثوقيتنا في الجودة والخدمات اللوجستية والامتثال.
تضمن إدارة الجودة المعتمدة والإنتاج الموحد نتائج موثوقة وقابلة للتكرار لكل طلب.
ما هي التفاوتات التي يمكنك تحقيقها؟
التسامح القياسي لدينا في التصنيع باستخدام الحاسب الآلي هو DIN-2768-1-f (ناعم) أو +/- 0.01 مم. بالنسبة للمتطلبات عالية الدقة، يمكننا تحقيق تفاوتات ضيقة تصل إلى +/- 0.005 مم اعتمادًا على الهندسة والمواد.
ما هي التشطيبات السطحية التي تقدمها؟
نحن نقدم خدمات معالجة الأسطح الشاملة، بما في ذلك: السفع الرملي المُشكَّل آليًا (المنخفض) الأنودة (النوع ll النوع الثالث) مرآة التلميع طلاء مسحوق الطلاء النقش بالليزر (الشعار/النص)
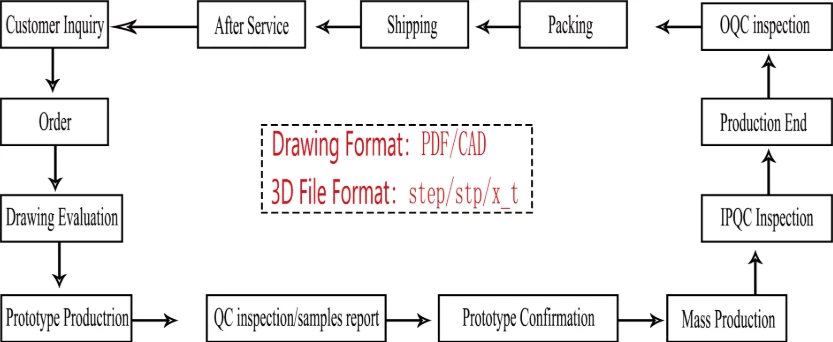
ما مدى السرعة التي يمكنني الحصول على الاقتباس؟
أرسل لنا ملفاتك ثلاثية الأبعاد (STEP/IGES) ورسومات ثنائية الأبعاد (PDF). سيقوم فريقنا الهندسي بتحليلها وتقديم عرض أسعار تفصيلي خلال 6-12 ساعة.
ما هو المهلة الزمنية النموذجية الخاصة بك؟
النماذج الأولية: 3-7 أيام الإنتاج 10-20 يومًا كما نقدم خدمة سريعة للمشاريع العاجلة.
هل تقدم عينات قبل الإنتاج الضخم ؟
نعم، نوصي دائمًا بعمل عينة ما قبل الإنتاج للموافقة عليها. سوف نرسل لك صورًا/مقاطع فيديو أو نشحن العينة المادية إليك للتحقق منها قبل تشغيل الدفعة الكاملة.
ماذا لو كانت الأجزاء غير مطابقة للمواصفات؟
لدينا سياسة صارمة لمراقبة الجودة. إذا كانت الأجزاء لا تستوفي مواصفات الرسم، فسوف نقوم بإعادة تصنيعها مجانًا أو إعادة أموالك بالكامل. نحن ندعم الجودة بنسبة 100%.
ما هي المواد التي يمكنك تشكيلها؟
نحن نعمل مع مجموعة واسعة من المواد بما في ذلك: المعادن، والألمنيوم (6061، 7075)، والفولاذ المقاوم للصدأ (303، 304، 316)، والنحاس، والنحاس، والتيتانيوم، والبلاستيك: ABS، POM (Delrin)، PEEK، النايلون، البولي كربونات. إذا كنت بحاجة إلى مادة خاصة، فقط اسمحوا لنا أن نعرف.

 عنوانرقم 66، طريق شينغبو، بلدة لوجيا، مدينة كونشان، مباني المصانع 3 و4
عنوانرقم 66، طريق شينغبو، بلدة لوجيا، مدينة كونشان، مباني المصانع 3 و4  ar
ar
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 رسالة
رسالة